Nonconforming imported products and materials

Introduction
Background
The transport agency delivers improved transport outcomes within an integrated transport strategy. Its purpose is to enable safe, efficient and reliable journeys on the road network.
It has identified problems associated with the use of nonconforming imported products and materials in its projects. In this context, nonconforming items are those materials, fabricated products and services that:
- Claim to be something they are not,
- Are not fit-for-purpose, or
- Do not meet required specified standards.
The presence of nonconforming imported products and materials in projects has resulted in significant adverse impacts on:
- Delivery of programs of works
- Direct and indirect costs associated with replacement or rectification
- The road network and the customer experience
- Workplace and community safety
- The reputation of the agency
- Accurate reporting of project cost, time and delivery performance.
The frequency of problems is likely to increase, driven by the increased use of imported products and materials, and by the desire of industry and suppliers for more flexibility to accept some product characteristics outside the limits specified in standard contracts.
It is important to prevent nonconformances before products and materials are installed on site, by analysing how they might arise and ensuring they are detected prior to installation, preferably prior to being transported from overseas. Available evidence indicates that the earlier in the supply chain nonconformances are detected, the more effective any intervention will be.
The agency engaged Broadleaf to undertake a root cause analysis of nonconforming imported products and materials. The purpose was to identify the potential underlying or root causes for nonconformance of imported products and materials, with a focus on what happens in the international supply chain, before products or materials arrive in Australia. Developing solutions and improvements to address the identified root causes is a second step, not described in this case study.
Examples of nonconforming products and materials
Some examples of nonconforming products and materials and the risks they pose are listed in Table 1.
|
Product or material |
Why it is high risk |
|---|---|
|
Barrier rails |
Barrier rails are safety devices on bridges. They have a critical role in deflecting errant vehicles. It is imperative that barriers perform as designed when required and are not subject to brittle fracture under impact. |
|
Bituminous binders |
Bitumen is no longer a locally-refined product; all bitumen is imported into Australia. The design life of asphalt and sprayed seals relies heavily on the standard of bitumen. Nonconforming bitumen reduces the life of asphalt, and it may cause safety concerns from bleeding seals, asphalt surfacing or rutting. |
|
Bolts |
Bolts are a critical element in steel work and supporting and anchoring structures. All bolts used in Australia are imported. |
|
Bridge bearings |
Bearings provide critical support to bridge superstructures. Nonconforming bearings would greatly increase the cost of maintenance and put workers at risk when replacing bearings. |
|
Cement (clinker) |
Cement is a critical element in concrete; concrete must meet its design strength and be durable for up to 100 years. Nonconforming cement would result in both short and long-term costs, and ongoing requirements for maintenance for the structure. |
|
Galvanising |
Galvanising is used on fasteners, reinforcement and other steelwork to extend their life when exposed to pollutants or contaminants that might decrease the life of exposed steel. |
|
Jet fans |
Jet fans in tunnels provide movement of air to ensure carbon monoxide and other air-borne contaminants are exhausted from the tunnel. Breakdown of this equipment could close a tunnel for long periods of time. As these units are hung from the ceiling of tunnels, they are difficult to maintain. |
|
Light poles |
The structural steel and connections in a light pole must meet its design load capacity; a failure of the material may result in a catastrophic event. |
|
Reinforced soil wall straps |
The straps, which are generally steel strips or welded mesh, form a critical tension element in the wall. A failure of the straps may lead to the failure of the wall due to displacement or dislodgement of wall panels. |
|
Reinforcing steel couplers |
Couplers are critical items for load transfer for steel reinforcement. They have the potential to be the weakest link in a structure when used. |
|
Reinforcing steel |
Reinforcement is a critical item in reinforced and prestressed concrete and an essential element to support long life of concrete structures. |
|
Stainless steel reinforcing |
Stainless steel reinforcing is similar to reinforced steel; a higher level of durability and longer life are expected when stainless steel is used. |
|
Steel fabrication |
Steel fabrication typically develops joints that often become the weakest point in a structure. |
|
Structural steel manufacture |
Structural steel must meet its design load capacity; a failure of the material may result in a catastrophic event. |
Source: Transport agency |
Stakeholder engagement
The agency conducted discussions with a range of stakeholders with an interest in nonconforming imported products and materials. These stakeholders included:
- Internal stakeholders and subject matter experts in the agency
- Subject matter experts across the broader transport sector
- Industry participants and industry associations
- Engineering consultants familiar with overseas procurement and supply.
Where this work contributes
Our work was based on the proposition that a better understanding of the underlying or root causes of nonconforming imported products and materials will lead to a more structured approach to developing options to reduce the likelihoods and impacts of nonconformances. The overall aim was to assist the agency to select and justify options that will lead to improved outcomes for the organisation.
We followed a two-part approach:
- The first part, described in this case study, developed detailed context information and then used a root cause analysis (RCA) process to identify the underlying or root causes of nonconformances (Figure 1)
- The second part, not described here, will develop and elaborate on options to address selected root causes (Figure 2).
Figure 1: Understand the causes in detail
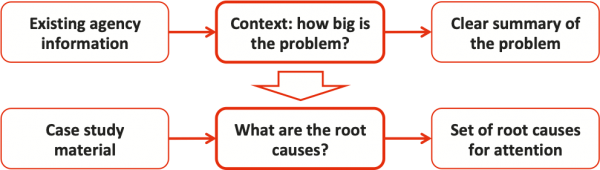
Figure 2: Develop options for improvement

Root cause analysis
General approach to RCA
There are two commonly used approaches to root cause analysis: fishbone (Ishikawa) analysis, and cause and effect trees.
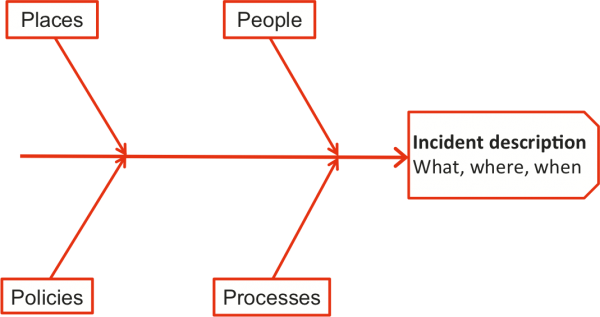
Fishbone analysis provides a fast and simple approach to documenting possible causes, in a structured way. However, it does not allow root causes to be identified easily – they must be derived by inspection. Figure 3 shows a generic structure for a fishbone analysis.
Figure 3: Generic fishbone structure
Cause and effect trees document possible causes in a highly structured manner, working from an endpoint of interest, a nonconformance in this case, to develop causal paths leading back through the causes until a set of root causes has been identified. More effort is required compared to fishbone analysis, both in preparation and in analysing the paths, but the root causes emerge directly from the analysis. An example of a high-level cause and effect tree is shown in Figure 5.
We used cause and effect trees in our analysis, rather than fishbone analysis, despite the additional effort involved, because:
- They generate more detail, which is appropriate for the technical nature of the nonconformances of interest here
- The analysis is clearer, and it is easier to trace and review the underlying causal mechanisms
- It is easier to examine improvement options, most of which are likely to be directed to root causes but some of which may address intermediate links in the causal chains.
Scope
The scope of the RCA was limited to the overseas part of the supply chain of imported products and materials, from offshore inputs through the supply chain to the arrival of products or materials on the dock in Australia (Figure 4). Although the onshore components of the supply chain were excluded from the analysis described here, many of the lessons and associated actions were expected to be relevant within Australia and for products and materials that are sourced locally.
Figure 4: Scope of the analysis

The analysis excluded non-complying products, defined as those products that were initially conforming but were then altered or used inappropriately through further onshore processing or construction activities on site. Actions that might lead to a conforming product becoming non-complying include inappropriate bending, cleaning or welding, or inappropriate use.
Supply chains
To understand the causes, we developed initial high-level supply chains based on agency information and case studies. They focused on what seemed to be the most important and relevant imported products and materials.
Initial high-level causes
We developed the initial cause and effect tree in Figure 5. We examined four causes in detail:
- The production process generates nonconforming products or materials
- Quality control in manufacturing and supply is inadequate
- The manufacturer or supplier has different quality standards
- Conforming product becomes nonconforming after leaving the overseas factory.
Figure 5: Initial cause and effect tree
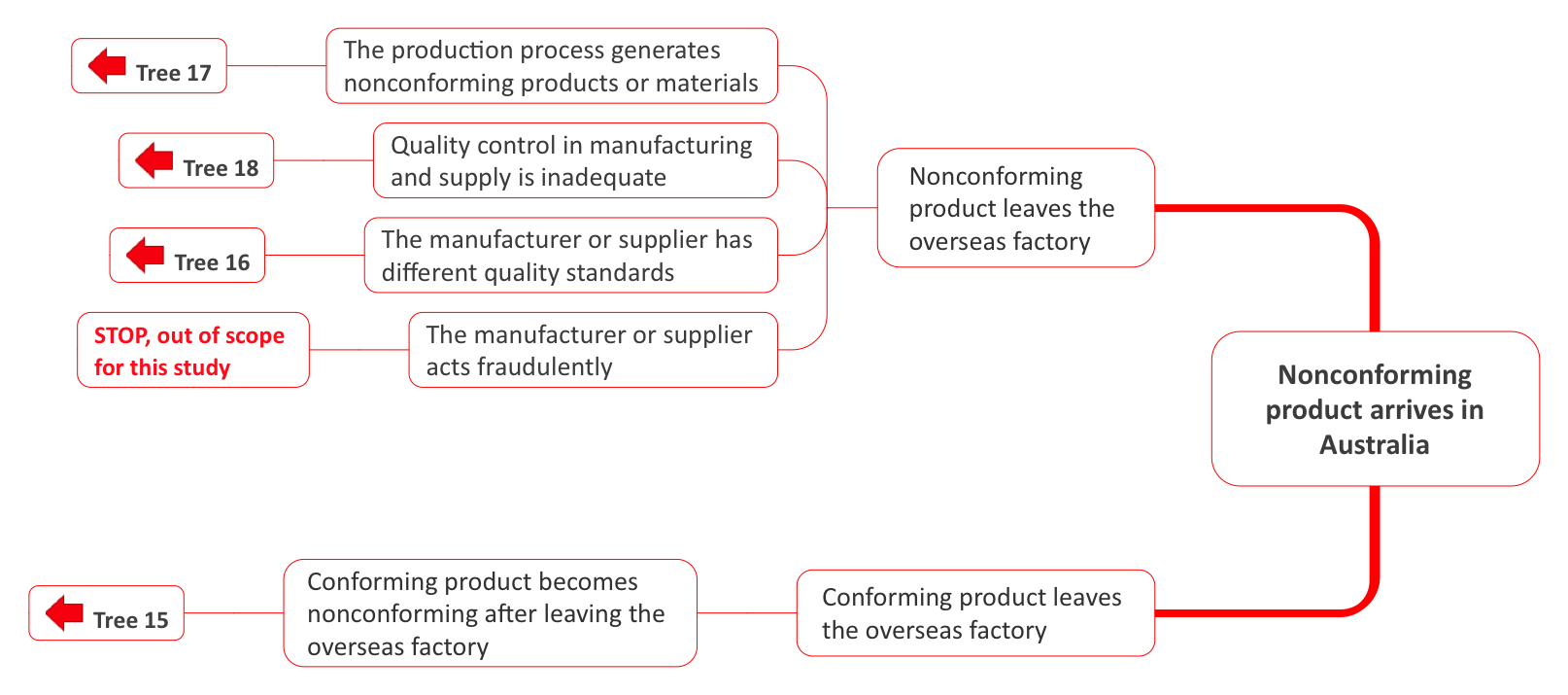
The agency agreed that matters associated with intentional fraud by the manufacturer or supplier would not be addressed at this time.
Detailed cause and effect trees
We prepared detailed cause and effect trees for the four main causes noted above. The initial trees and associated briefing materials were distributed to RCA workshop participants as part of a comprehensive pack of briefing material.
RCA workshop
We conducted a workshop involving a range of Government and industry stakeholders. The focus of the workshop was to identify root causes for nonconformances, and any intermediate causes that may be of interest as potential points at which effective intervention might be applied.
During the workshop, participants reviewed the initial cause and effect trees:
- Checked the logic, and whether the causes and effects made sense
- Adjusted the logic where necessary, making changes and additions.
They then confirmed the final trees:
- Identified the root causes, and key intermediate causes
- Added notes, ideas and explanations, including anything that would help to explain or expand the trees, enhance thinking and contribute to better understanding of the key issues.
The workshop did not attempt to undertake any identification or analysis of what intervention options might be worthwhile pursuing, as this was to be the focus of later work. Nevertheless, there were ideas about possible options for improvement, so they were recorded too.
RCA workshop outcomes
Overview
The four main trees shown in the initial cause and effect tree in Figure 5 were each developed in detail in the workshop. Each was expanded into a set of important sub-trees, summarised in Figure 6, Figure 7, Figure 8 and Figure 9.
Figure 6: Tree 15, conforming product becomes nonconforming after leaving the overseas factory

Figure 7: Tree 16, the supplier has different quality standards
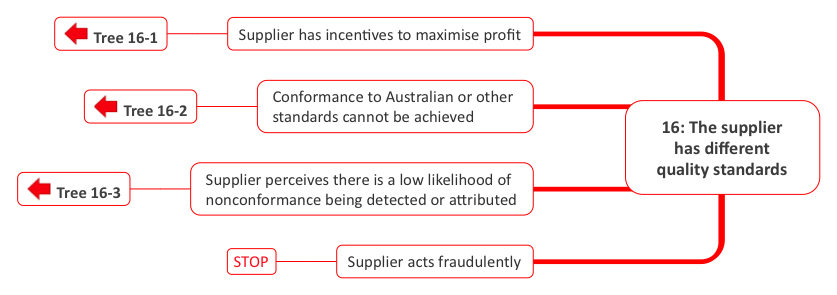
Figure 8: Tree 17, the production process generates nonconforming products or materials
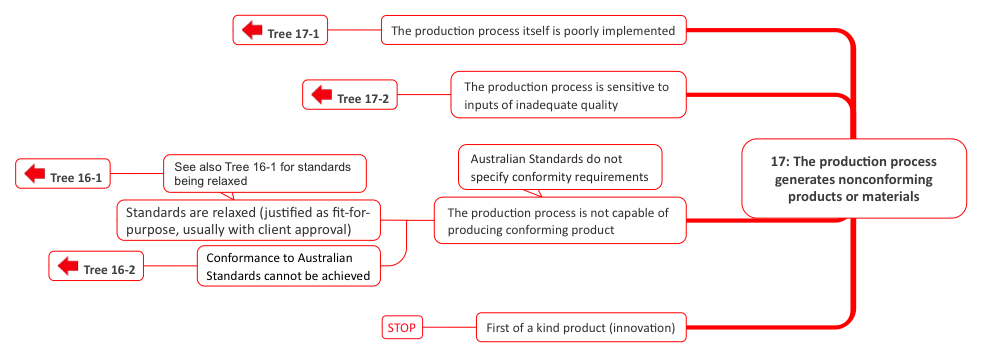
Figure 9: Tree 18, quality control in manufacturing and supply is inadequate

Detailed outcomes
We analysed the four cause and effect trees generated in the workshop to identify root cause groups and, subsequently, potential response groups. There were 138 root causes identified across each of the four trees, summarised in Table 2.
|
Cause and effect trees |
Root causes |
|---|---|
|
Tree 15, conforming product becomes nonconforming after leaving the overseas factory |
44 |
|
Tree 16, the supplier has different quality standards |
28 |
|
Tree 17, the production process generates nonconforming products or materials |
22 |
|
Tree 18, quality control in manufacturing and supply is inadequate |
44 |
|
Total |
138 |
The 138 root causes were grouped to assist with the analysis, based on the kinds and nature of the root causes, where they occurred in the supply chains and how they might be addressed. When preparing the root cause groups, attention was placed on retaining the detail of the kinds of root causes within the combined groups. The groups were refined over several iterations.
Some root causes were outside the scope of the analysis because they were low value or related to activities such as fraud and corruption. There were 26 root causes excluded in this way.
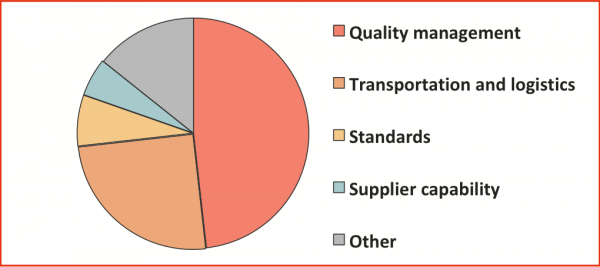
A high level summary of the root cause groups and the number of root causes attributed to each group is provided in Figure 10 and Table 3.
Figure 10: Summary of root causes
|
Root cause groups |
Detail |
Root causes |
|---|---|---|
|
Quality management |
Inadequate testing capability and quality management, inspection and testing requirements and inputs not specified clearly in the contract |
54 |
|
Transportation and logistics |
Transportation logistics (packaging, labelling, loading, customs inspections, storage) not addressed in design and contracts |
28 |
|
Standards |
Supplier does not use Australian standards routinely and is unfamiliar with their requirements |
8 |
|
Supplier capability |
Supplier has the wrong equipment, processes or skilled staff to achieve the specification |
6 |
|
Other causes |
Lack of credible sanctions, conformance not a priority, lack of independent verification, misunderstanding about the specification, contract penalties |
16 |
|
Excluded causes |
26 |
|
Total |
138 |
Initial analysis
While a higher number of scenarios associated with a particular root cause does not necessarily imply there is a higher probability of that specific cause arising, it does indicate that there are several pathways by which it could lead to a nonconformance. It means also that targeting that particular root cause may reduce the number of scenarios in which a nonconformance might occur.
Quality management stands out clearly in Table 3 due to the number of times it is associated with a nonconformance scenario. It includes having a working quality management system with appropriate audits, inspections, testing and follow-up, and processes for ensuring all inputs to the production of the product or material are of an acceptable standard.
Transportation and logistics refers to the need to take into account the entire transportation and logistics supply chain, including packaging and labelling, loading, storage and customs inspections, and the contract not specifying transportation and associated requirements clearly.
The requirement by the agency to use Australian Standards causes issues with suppliers overseas because many have set up their processes to conform to the standards they use most frequently, and these are usually not Australian Standards. Problems with standards include: unfamiliarity with the requirements of Australian Standards; supplier equipment, training, procedures and markings being already tailored to other standards so it would require considerable effort to make adjustments to comply with Australian Standards; and difficulties in obtaining Australian Standards documents translated accurately into the language of the overseas supplier and its workforce.
Related to this is supplier capability as a root cause. This refers to the supplier having the wrong equipment, processes or skilled staff to produce the product or material to the required standard.
Although potential solutions were not the focus of this work, many were identified and recorded during the workshop. While a detailed analysis of possible options and their benefits and costs is the subject of Part 2 of this work, initial indications are that it would be worthwhile seeking options related to due diligence and verification of the quality management systems of suppliers (and their sub-contractors), adjustments to the way contract requirements and specifications are set out, including specifications for storage, packaging and labelling, and processes for identifying and tracking particular batches of product.
Lessons
Cause and effect trees
The decision to use cause and effect trees for the RCA was justified by the outcomes obtained. They enabled the main points raised in detailed discussions about technical and commercial matters to be captured in a logical and consistent way. The additional effort was reflected in the high quality and of the trees and the scope of material included in them.
Workshop preparation
Before the workshop, we sent a briefing note to the participants explaining the purpose of the workshop and the process we would follow. Attached to the briefing note were initial cause and effect trees, developed in as much detail as we could ourselves, with a request that the participants examine them closely before the workshop and come along with comments and suggestions.
As we have learned from previous workshops, with widely different purposes and processes and across many disciplines, having a good starting point makes the workshop itself far easier for everyone, and far more effective and efficient. It encourages participants to become closely engaged with the topic before they arrive, it allows them to get into detailed discussions quickly and it enhances the quality of the outcomes they produce.
Detailed preparation also sends a clear message to the participants that the workshop is important enough for the sponsor and the sponsor’s team to take it seriously and invest significant time and effort. The implication is that the activity is not just to ‘tick a box’, and there is a clear expectation that valuable outcomes will be obtained and they will be used.
It also demonstrates that the time and effort of the participants is valued and appreciated, paying them the courtesy of providing as much initial information as possible and treating them as partners in the exercise. Prompt and detailed follow-up after the workshop supports this.
Stakeholder engagement
The workshop participants were drawn from the agency, other parts of the transport sector, industry associations and engineering contractors. Their collective breadth of knowledge and experience facilitated the detailed analyses of causes and a wide sharing of insights about potential mechanisms for addressing them.
Although the workshop focus was on specific matters of nonconformance in the agency's projects, all the participants expressed their satisfaction in being part of the process, and all of them found the activity and the insights it generated to be valuable.
The rigour of the process and the close engagement of a diverse group of stakeholders go a long way towards justifying the outcomes from the workshop as sound and reasonable. They also support the analysis of options and recommended actions in the second part of this work.
Potential solutions
During the root cause analysis workshop, we captured potential solutions when they were suggested, so that the information was not lost, even though it was not the main focus. While the material about potential solutions was only preliminary, it provides an important input to Part 2 of this work.
In most workshops we endeavour to record relevant information where we can, even in tightly structured and focussed ones like that outlined here. This means insights and comments can be captured and used appropriately, rather than allowed to disappear as ephemeral thoughts.
Uses of root cause analysis
RCA is commonly used to understand the underlying reasons for a success or failure, to learn lessons from which improvement actions can be derived. In particular, cause and effect tree structures are a useful way of representing the outcomes from approaches like 5 Whys, in which the question ‘Why’ is asked until it makes no sense to continue further.
In this case, though, the technique was used to for identifying the causes of an outcome of interest, leading to the development of treatment options in the next phase of work. Applied in these circumstances, RCA has a lot in common with fault tree analysis (FTA), which is also used for representing underlying causes and how they might lead to a specific event or outcome. Both RCA and FTA aim to show how an outcome might arise, with more or less analytical detail according to the need.
It is worth bearing in mind that many of the tools we use are inherently flexible ways of imposing a structure on messy problems. With care and imagination, many have wide applicability.
The second part of this case study has now been published here.
- Client:
- Australian road transport agency
- Date:
- June 2018
- Sector:
- Roads and highways
- Public sector and government business
- Services included:
- Root cause analysis
- Stakeholders